


നല്ലത് നേടാൻപിസിബി രൂപകൽപ്പന, മൊത്തത്തിലുള്ള റൂട്ടിംഗ് ലേ layout ട്ടിന് പുറമേ, ലൈൻ വീതിയും സ്പെയ്സിനും ഉള്ള നിയമങ്ങളും നിർണായകമാണ്. ലൈൻ വീതിയും സ്പേസും സർക്യൂട്ട് ബോർഡിന്റെ പ്രകടനവും സ്ഥിരതയും നിർണ്ണയിക്കുന്നതിനാലാണിത്. അതിനാൽ, ഈ ലേഖനം പിസിബി ലൈൻ വീതിയ്ക്കും സ്പെയ്സിംഗിനുമുള്ള പൊതുവായ ഡിസൈൻ നിയമങ്ങൾക്ക് വിശദമായ ആമുഖം നൽകും.
സ്ഥിരസ്ഥിതി ക്രമീകരണങ്ങൾ ശരിയായി ക്രമീകരിക്കണമെന്നും റൂട്ടിംഗ് ചെയ്യുന്നതിന് മുമ്പ് ഡിസൈൻ റൂൾ ചെക്ക് (ഡിആർസി) ഓപ്ഷൻ പ്രാപ്തമാക്കിയിട്ടുണ്ടെന്നത് പ്രധാനമാണ്. റൂട്ടിംഗിനായി 5 മില്ലിഗ്രാം ഉപയോഗിക്കാൻ ശുപാർശ ചെയ്യുന്നു, ഒപ്പം തുല്യ നീളത്തിൽ 1 മിൽ ഗ്രിഡ് സാഹചര്യത്തെ അടിസ്ഥാനമാക്കി സജ്ജമാക്കാൻ കഴിയും.
പിസിബി ലൈൻ വീതി നിയമങ്ങൾ:
1. ട്രൗട്ടിംഗ് ആദ്യം കണ്ടുമുട്ടണംനിർമ്മാണ ശേഷിഫാക്ടറിയുടെ. ഉപഭോക്താവുമായി പ്രൊഡക്ഷൻ നിർമ്മാതാവിനെ സ്ഥിരീകരിച്ച് അവയുടെ ഉൽപാദന ശേഷി നിർണ്ണയിക്കുക. ഒരു പ്രത്യേക ആവശ്യകതകളൊന്നും നൽകിയിട്ടില്ലെങ്കിൽ, ലൈൻ വീതിയ്ക്കായി ഇംപെഡൻസ് ഡിസൈൻ ടെംപ്ലേറ്റുകൾ കാണുക.
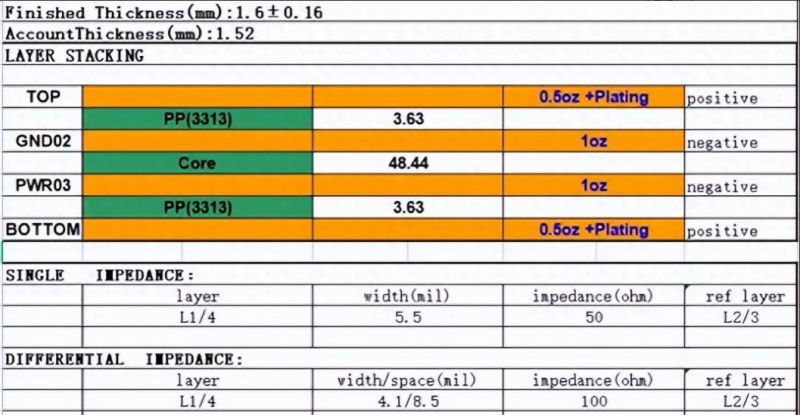
2.ഇംപാമംടെംപ്ലേറ്റുകൾ: ഉപഭോക്താവിൽ നിന്നുള്ള നൽകിയ ബോർഡ് കനം, ലെയർ ആവശ്യകതകൾ അടിസ്ഥാനമാക്കി, ഉചിതമായ ഇംപെഡൻസ് മോഡൽ തിരഞ്ഞെടുക്കുക. ഇംപെഡൻസ് മോഡലിനുള്ളിൽ കണക്കാക്കിയ വീതി അനുസരിച്ച് വീതി വയ്ക്കുക. സിംഗിൾ-എൻഡ് ലോ 50, ഡിഫറൻഷ്യൽ 90ω, 100ω, മുതലായവയാണ് സാധാരണ ഇംപെഡൻസ് മൂല്യങ്ങളിൽ. സാധാരണ പിസിബി ലേയർ സ്റ്റായർക്കായി ചുവടെയുള്ള റഫറൻസായി.
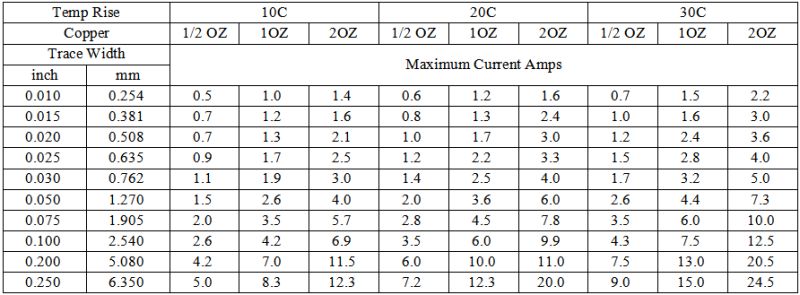
3. താഴെയുള്ള ഡയഗ്രാമിൽ കാണിച്ചിരിക്കുന്ന, വരി വീതി നിലവിലെ ചുമക്കുന്ന ശേഷി ആവശ്യകതകൾ പാലിക്കണം. പൊതുവായി, അനുഭവത്തെ അടിസ്ഥാനമാക്കി, റൂട്ടിംഗ് മാർഗ്ഗങ്ങൾ പരിഗണിച്ച്, ഇനിപ്പറയുന്ന മാർഗ്ഗനിർദ്ദേശങ്ങൾ അടിസ്ഥാനമാക്കിയുള്ള പവർ ലൈൻ ഡിസൈൻ നിർണ്ണയിക്കാൻ കഴിയും: 1 എയിലെ ഒരു ഓവർലോഡ് കറന്റ് കൈകാര്യം ചെയ്യാൻ 20 മില്ല്യൺ ലൈൻ വീതിക്ക്; 0.5 ഡോളർ ചെമ്പ് കനം, 40 മില്ലിത്ത ലൈൻ വീതി 1 എയുടെ ഓവർലോഡ് കറന്റ് കൈകാര്യം ചെയ്യാൻ കഴിയും.
4. പൊതു ഡിസൈൻ ആവശ്യങ്ങൾക്കായി, ലൈൻ വീതി 4 മിസിന് മുകളിൽ നിയന്ത്രിക്കരുത്, അത് മിക്കവരുടെയും നിർമ്മാണ കഴിവുകൾ നിറവേറ്റാൻ കഴിയുംപിസിബി നിർമ്മാതാക്കൾ. ഇംപെഡൻസ് നിയന്ത്രണം ആവശ്യമില്ലാത്ത രൂപകൽപ്പനയ്ക്കായി (കൂടുതലും 2-ലെയർ ബോർഡുകൾ), 8 മില്ലിന് മുകളിലുള്ള ഒരു വീതി രൂപകൽപ്പന ചെയ്യൽ പിസിബിയുടെ നിർമ്മാണ വില കുറയ്ക്കാൻ സഹായിക്കും.
5. പരിഗണിക്കുകചെമ്പ് കനംറൂട്ടിംഗിലെ അനുബന്ധ പാളി ഫോർ ചെയ്യുന്നു. ഉദാഹരണത്തിന് 2oz ചെമ്പ് എടുക്കുക, 6 മില്ലിന് മുകളിലുള്ള വീതി രൂപകൽപ്പന ചെയ്യാൻ ശ്രമിക്കുക. ചെമ്പ്, വീതിയുള്ള വീതി എന്നിവയുടെ കട്ടിയുള്ളത്. സ്റ്റാൻഡേർഡ് ഇതര ചെമ്പ് കനം രൂപകൽപ്പനയ്ക്കായി ഫാക്ടറിയുടെ നിർമ്മാണ ആവശ്യകതകൾക്കായി ആവശ്യപ്പെടുക.
6. 0.5 മിമി, 0.65 എംഎം പിച്ചുകൾ ഉള്ള ബിജിഎ ഡിസൈനുകൾക്ക്, ചില പ്രദേശങ്ങളിൽ 3.5 മിൽ ലൈൻ വീതി ഉപയോഗിക്കാം (ഡിസൈൻ നിയമങ്ങൾ നിയന്ത്രിക്കാൻ കഴിയും).
7. എച്ച്ഡിഐ ബോർഡ്ഡിസൈനുകൾക്ക് 3 മില്ലീൻ ലൈൻ വീതി ഉപയോഗിക്കാം. 3 മില്ലിന് താഴെയുള്ള ലൈൻ വീതിയുള്ള ഡിസൈനുകൾക്കായി, ചില നിർമ്മാതാക്കൾക്ക് 2 മികൻ ലൈൻ വീതിക്ക് മാത്രമേ കഴിയൂ എന്നതിനാൽ (ഡിസൈൻ നിയമങ്ങൾ നിയന്ത്രിക്കാൻ കഴിയുമെങ്കിൽ) ഉപഭോക്താവിനൊപ്പം ഫാക്ടറിയുടെ നിർമ്മാണ ശേഷി സ്ഥിരീകരിക്കേണ്ടത് ആവശ്യമാണ്. നേർത്ത ലൈൻ വീതി നിർമ്മാണ ചെലവുകൾ വർദ്ധിപ്പിക്കുകയും ഉൽപാദന ചക്രം വർദ്ധിപ്പിക്കുകയും ചെയ്യുന്നു.
8. അനലോഗ് സിഗ്നലുകൾ (ഓഡിയോ, വീഡിയോ സിഗ്നലുകൾ പോലുള്ളവ) കട്ടിയുള്ള വരികൾ ഉപയോഗിച്ച് രൂപകൽപ്പന ചെയ്യണം, സാധാരണയായി 15 മില്ല്യൺ. ഇടം പരിമിതമാണെങ്കിൽ, ലൈൻ വീതി 8 മില്ലിന് മുകളിൽ നിയന്ത്രിക്കണം.
9. ആർഎഫ് സിഗ്നലുകൾ കട്ടിയുള്ള വരകളാൽ കൈകാര്യം ചെയ്യണം, അടുത്തുള്ള ലെയറുകളെയും ഇംപെഡൻസ് നിയന്ത്രിക്കുന്നതിനെയും പരാമർശിച്ച്. ആന്തരിക പാളികൾ ഒഴിവാക്കുകയും അംഗങ്ങളുടെ അല്ലെങ്കിൽ പാളി മാറ്റങ്ങൾ ഉപയോഗിക്കുകയും ചെയ്യുന്ന ബാഹ്യ പാളികളിൽ rf സിഗ്നലുകൾ പ്രോസസ്സ് ചെയ്യണം. RF സിഗ്നലുകൾ ഒരു ഗ്ര ground ണ്ട് തലം, റഫറൻസ് ലെയറിനൊപ്പം ജിഎൻഡി ചെമ്പ് പോലെയാകും.
പിസിബി വയർ ലൈൻ സ്പേസിംഗ് നിയമങ്ങൾ
1. ആദ്യം ഫാക്ടറിയുടെ പ്രോസസ്സിംഗ് ശേഷി നിറവേറ്റണം, മാത്രമല്ല ഫാക്ടറിയുടെ ഉൽപാദന ശേഷി സാധാരണയായി 4 മില്ലോ മുകളിലോ നിയന്ത്രിക്കുകയും വേണം. 0.5 എംഎം അല്ലെങ്കിൽ 0.65 എംഎം സ്പെയ്സിംഗ് ഉള്ള ബിജിഎ ഡിസൈനിനായി, 3.5 മില്ലിന്റെ ഒരു ലൈൻ സ്പേസിംഗ് ചില പ്രദേശങ്ങളിൽ ഉപയോഗിക്കാം. എച്ച്ഡിഐ ഡിസൈനുകൾക്ക് 3 മില്ലിന്റെ ഒരു വരി സ്പെയ്സിംഗ് തിരഞ്ഞെടുക്കാം. 3 മില്ലിന് താഴെയുള്ള ഡിസൈനുകൾ ഉപഭോക്താവുമായി ഉൽപാദന ഫാക്ടറിയുടെ ഉൽപാദന ശേഷി സ്ഥിരീകരിക്കണം. ചില നിർമ്മാതാക്കൾക്ക് 2 മില്ലിന്റെ ഉൽപാദന ശേഷിയുണ്ട് (നിർദ്ദിഷ്ട ഡിസൈൻ ഏരിയകളിൽ നിയന്ത്രിച്ചിരിക്കുന്നു).
2. ലൈൻ സ്പേസിംഗ് നിയമം രൂപകൽപ്പന ചെയ്യുന്നതിന്, രൂപകൽപ്പനയുടെ ചെമ്പ് കനം ആവശ്യകത പരിഗണിക്കുക. ഒരു oun ൺസ് കോപ്പർ 4 മിലോ അതിൽ കൂടുതലോ നിലനിർത്താൻ ശ്രമിക്കുന്നു, 2 oun ൺസ് ചെമ്പിന് 6 മില്ലോ മുകളിലോ നിലനിർത്താൻ ശ്രമിക്കുക.
3. ശരിയായ അകലം ഉറപ്പാക്കുന്നതിന് ഇംപെഡൻസ് ആവശ്യകതകൾ അനുസരിച്ച് ഡിഫറൻഷ്യൽ സിഗ്നൽ ജോഡികളുടെ ദൂരം രൂപകൽപ്പന ചെയ്യണം.
4. വയറിംഗ് ബോർഡ് ഫ്രെയിമിൽ നിന്ന് അകറ്റണം, ബോർഡ് ഫ്രെയിമിൽ നിന്ന് (ജിഎൻഡി) വിയാസ് ഉണ്ടാകുമെന്ന് ഉറപ്പാക്കാൻ ശ്രമിക്കുക. സിഗ്നലുകളും ബോർഡും 40 മില്ലിന് മുകളിലുള്ള ദൂരം സൂക്ഷിക്കുക.
5. പവർ ലെയർ സിഗ്നൽ ജിഎൻഡി ലെയറിൽ നിന്ന് കുറഞ്ഞത് 10 മില്ലും ഉണ്ടായിരിക്കണം. പവർ, പവർ കോപ്പർ ഫെനങ്ങൾ തമ്മിലുള്ള ദൂരം കുറഞ്ഞത് 10 മില്ലും ആയിരിക്കണം. ചെറിയ സ്പെയ്സിംഗ് ഉപയോഗിച്ച് ചില ഐസിഎസ് (ബിജിഎ പോലുള്ളവ), കുറഞ്ഞത് കുറഞ്ഞത് 6 മില്ലിന് (നിർദ്ദിഷ്ട ഡിസൈൻ ഏരിയകളിൽ നിയന്ത്രിക്കുന്നത്) ദൂരം ക്രമീകരിക്കാൻ കഴിയും.
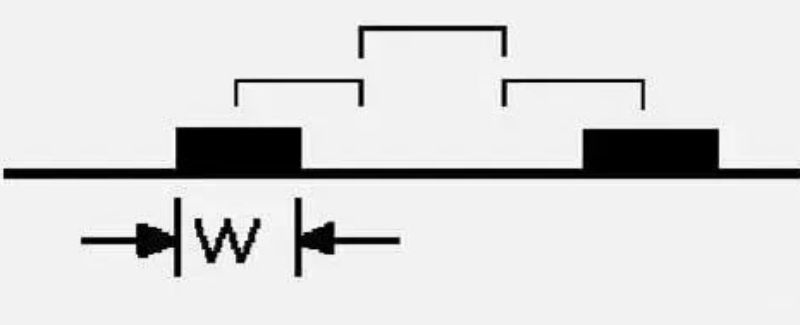
6. ക്ലോക്കുകൾ, ഡിഫറൻസ്, അനലോഗ് സിഗ്നലുകൾ എന്നിവ പോലുള്ള സിഗ്നലുകൾ, അനലോഗ് സിഗ്നലുകൾക്ക് വീതി (3W) അല്ലെങ്കിൽ നിലത്തു (ജിഎൻഡി) വിമാനങ്ങളാൽ ഉണ്ടായിരിക്കണം. ക്രോസ്റ്റാക്ക് കുറയ്ക്കുന്നതിന് ലൈനുകൾ തമ്മിലുള്ള ദൂരം ലൈൻ വീതിയിൽ 3 മടങ്ങ് നിലനിർത്തണം. രണ്ട് വരികളുടെ കേന്ദ്രങ്ങൾ തമ്മിലുള്ള ദൂരം ലൈൻ വീതിയിൽ കുറയാത്തത്, അത് ഇടപെടാതെ 3w തത്വം എന്നറിയപ്പെടുന്നു.
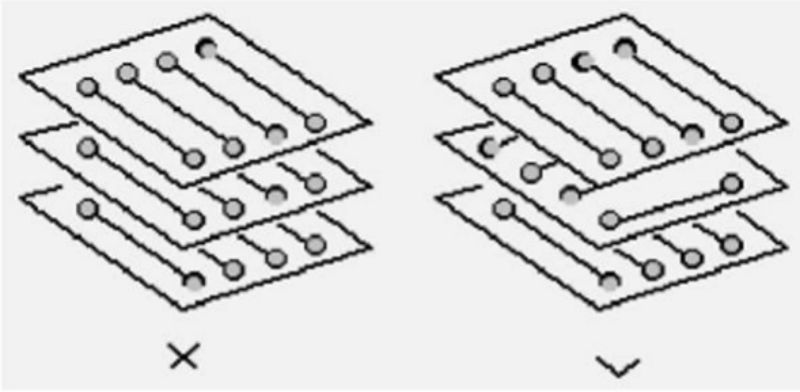
7. അജന്താപരമായ ലെയർ സിഗ്നലുകൾ സമാന്തര വയറിംഗ് ഒഴിവാക്കണം. അനാവശ്യ ഇന്റർലേയർ ക്രോസ്റ്റാക്ക് കുറയ്ക്കുന്നതിന് റൂട്ടിംഗ് ദിശ ഒരു ഓർത്തോഗണൽ ഘടന രൂപീകരിക്കണം.
8. ഉപരിതല പാളിയിൽ റൂട്ടിംഗ് ചെയ്യുമ്പോൾ, ഇൻസ്റ്റലേഷൻ സ്ട്രെസ് കാരണം ഹ്രസ്വ സർക്യൂട്ടുകളോ വലിച്ചുകീറുമോ തടയാൻ മൗണ്ടിംഗ് ദ്വാരങ്ങളിൽ നിന്ന് 1 എംഎം അകലം പാലിക്കുന്നു. സ്ക്രൂ ദ്വാരങ്ങളെ ചുറ്റുമുള്ള പ്രദേശം വ്യക്തമായി സൂക്ഷിക്കണം.
9. പവർ ലെയറുകൾ വിഭജിക്കുമ്പോൾ, അമിതമായി വിഘടിച്ച ഡിവിഷനുകൾ ഒഴിവാക്കുക. ഒരു വൈദ്യുതി വിമാനത്തിൽ, 5 ൽ കൂടുതൽ പവർ സിഗ്നലുകൾ, വെയിലത്ത് 3 പവർ സിഗ്നലുകൾക്കുള്ളിൽ, അടുത്തുള്ള പാളികളുടെ പിളർന്ന വിമാനം മറികടക്കാൻ ശ്രമിക്കുക.
10. പവർ തലം വിഭജനം ദീർഘനേരം അല്ലെങ്കിൽ ഡംബെൽ ആകൃതിയിലുള്ള ഡിവിഷനുകളില്ലാതെ സ്ഥിരമായി സൂക്ഷിക്കണം, അറ്റങ്ങൾ വലുതും മധ്യത്തിൽ ചെറുതുമാണ്. വൈദ്യുതി കോപ്പർ വിമാനത്തിന്റെ ഇടുങ്ങിയ വീതിയെ അടിസ്ഥാനമാക്കി നിലവിലെ ചുമക്കുന്ന ശേഷി കണക്കാക്കണം.
ഷെൻഷെൻ അങ്കെ പിസിബി കമ്പനി, ലിമിറ്റഡ്
2023-9-16
പോസ്റ്റ് സമയം: സെപ്റ്റംബർ -19-2023





